loco construction
- loco construction index
- 3D printing of a class 85
- building a V36
- type 81 scratch building
- Designing a type 16 steamer
- scratch building a type 31 consolidation
- ideas about a type 29 steamer
- tender constructions
- small conversions
- a more complex conversion
- Br65 conversion
- type 97 conversion

Building a new model of an old loco

A render photo of a type 16 loco of the NMBS dating from 1908.
Virtual modelling:
is using software tools for hardware design in 1:160.
Drawing is the easy part, but the final test lies in producing a hardware version with limited means!
Designing the geartrain
One of the first things on starting a new design is finding out which motor will fit and what geartrain you will need. The gearing depends on one side on the motor and on the other side on the required speed of the loco. A motor with high RPM's requires a larger ratio but this can be compensated by the maximum required speed. Simply said a small shunter has different requirements than a loco for express trains. And on top of that it all has to fit in the available space, preferably be invisible in order not to spoil the looks. To decide if it all fits a simple sketch with the outline of the loco in 2 cross dimensions is sufficient. Actually the minimum requirement is a piece of paper and a calculator is helpful but not necessary. This will lead to paper noteblock designs like that on the following photo:

The old fashioned but still feasible way of designing things on a piece of paper using available components

In the paperless world a 2D line drawing looks neater but still serves the same purpose.
 Any 2D drawing program suffices to make
a simple sketch with cross sections in one or more dimensions. Good 2D drawing programs can be found as free download on the web
at various firms, anno 2009 there is no need to spend any money on those. A view like the above can be used for determining which
gear train fits best by drawing some rectangles and circles with the dimensions of the gears. In this case the point of interest
is the visibility of the first stage which may be visible as a part of it can just stick in front of the tank below the boiler. In this case
the required reduction of the gear train is calculated to be around 1:42. This is based on the rpm speed of the motor under load together with
the size of the wheels and the maximum speed of the real loco. Such a gear train can be derived at using different combinations of
gear wheels in various Modules and teethnumbers. In this case the choice is between M 0.2 and M 0.25 for worm and wormwheel and M 0.4 for the
remaining gears. This leads a to set of options as published in the graph on the right. In this case the wormwheel should be below a
certain size to keep hidden behind the tank in side view. The second option with M0.2 gears comes out closest, with the third one with M0.25 gears
as second, but this combination needs a smaller size worm than standard available. However this won't form any problem to lathe owners.
Any 2D drawing program suffices to make
a simple sketch with cross sections in one or more dimensions. Good 2D drawing programs can be found as free download on the web
at various firms, anno 2009 there is no need to spend any money on those. A view like the above can be used for determining which
gear train fits best by drawing some rectangles and circles with the dimensions of the gears. In this case the point of interest
is the visibility of the first stage which may be visible as a part of it can just stick in front of the tank below the boiler. In this case
the required reduction of the gear train is calculated to be around 1:42. This is based on the rpm speed of the motor under load together with
the size of the wheels and the maximum speed of the real loco. Such a gear train can be derived at using different combinations of
gear wheels in various Modules and teethnumbers. In this case the choice is between M 0.2 and M 0.25 for worm and wormwheel and M 0.4 for the
remaining gears. This leads a to set of options as published in the graph on the right. In this case the wormwheel should be below a
certain size to keep hidden behind the tank in side view. The second option with M0.2 gears comes out closest, with the third one with M0.25 gears
as second, but this combination needs a smaller size worm than standard available. However this won't form any problem to lathe owners.

The selected option with lowest visibility and required gearing.

Actually the earlier 2D view was made with CAD program with 3D capability, this graph gives an 3D impression
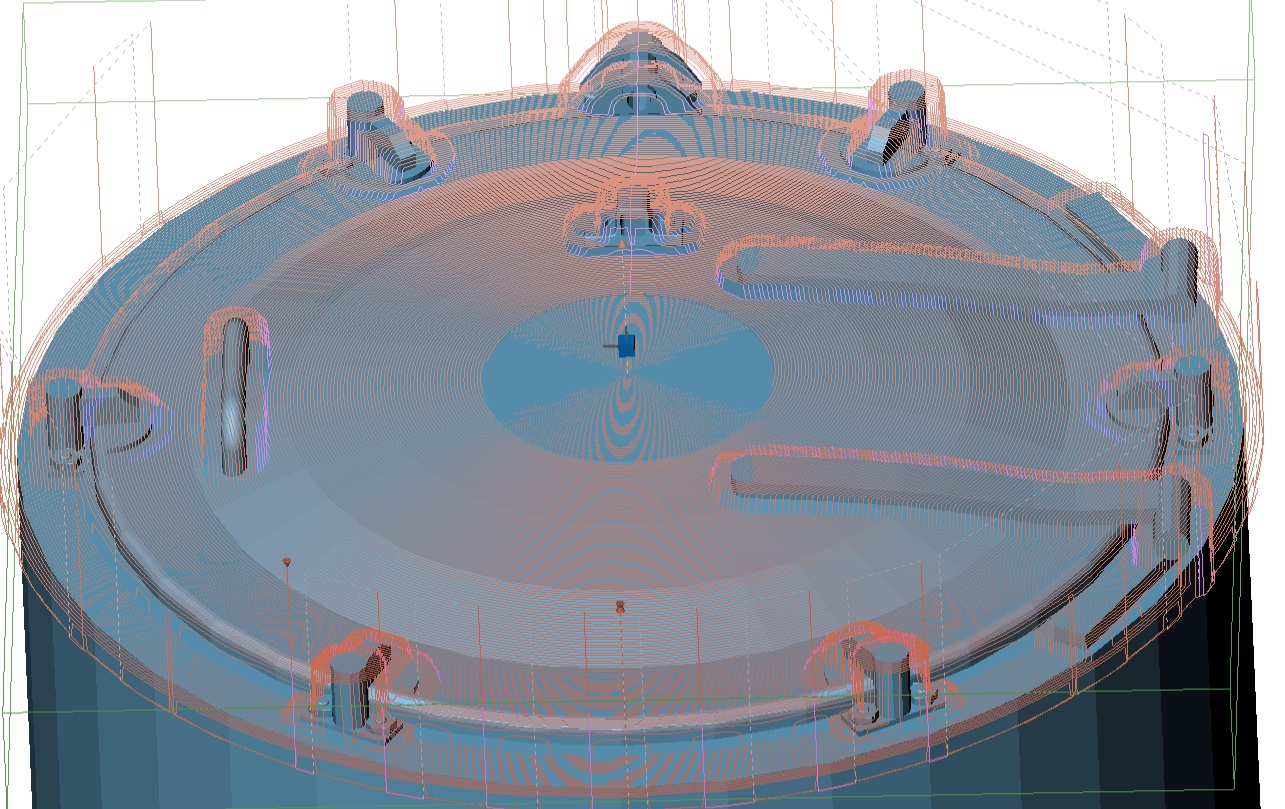
However better impressions are realised by 3D programs. Above we see the outline of the loco using dimensions taken from the fiches. The advantage of the 3D approach is that you can see into the model and inspect clearances. Here some parts have transparency switched on. The size of the flywheel is a trade-off between visibility, space and smoothness in running.

Here we see into the model with most parts made invisible.
Using 3-D it is very easy to play around where the different cut-outs should be made out for optimal result. For instance above we see the footplate and the inside of the tanks. In this case the out of scale flanges of 0.5 mm give tight clearance on the front of the tank and the cut out in the footplate was filled in again as hole appeared by taking the clearance initially too large. Reducing the flanges to 0.3 mm will make it easier to built it. You also see the difference in sort of image produced by different software, CAD vs visualisations made in Cinema4D. The next picture gives an impression of the complete motorisation. The green block represents the size of DCX75 decoder, a SL74 sound decoder won't fit but there is space for separate sound decoder on top.
 click for a larger view.
click for a larger view.Motorisation using an 8 mm Faulhaber with flywheel and gear train on the front axle. To get it around .8 m curves the bogie needs to have its point of rotation above the second axle and the frame spacers need to be a touch narrower at the front axle to give enough clearance.

The bottom side with various details added.
 click for a larger view.
click for a larger view.first impression in plain 3D looks.
You see the loco developing when adding more and more parts to the drawing. Here we see it still in plain looks which shows nice shadow effects on the smokebox door. Unfortunately that sort of detail is no longer noticeable when you add dark colours to the model.

More or less complete now including some first order surface detail on the tank and some paint defects, this time a view of the other side with the Westinghousepump

a real photo of the last survivor for comparison
Cutting metal to bring it into realisation

The main parts for the frame.
The above photo shows the set of frame parts produced so far, wheels from the 2mm SA shop but the drivers have reduced flanges, hand cut PB 0.5 mm thick frame plates, drilled. An 8 mm Maxon motor with steel axle with a 2.5 mm M02 Delrin worm made on the Proxxon. The motor mount, 26teeth wormwheel in combination with 14 teeth M0.4, sitting on a steel bush that can be screwed against the motor mount with an M1. The profiled spacer block with 23 teeth M0.4 gearwheel. Front frame spacer with bogie. The mounting of the wormwheel combination is bit different from drawn above as the width of the 26 M0.2 wheel was only ~1.25 mm instead of the usual 2 mm such as assumed in the 3D drawing. Therefore the whole lot had to be shifted sideways to get the wormwheel on the centerline with enough clearance between the 14t M0.4 and the worm.The 14t M0.4 is larger than the worm wheel.

Assembly on the rolling road and running!
The whole lot including 0.1 mm insulation is shown here assembled and rolling on the rolling road. Although relative straight forward to put together this is absolute no guarantee that it will end up as a fine loco.
The next items are of course the coupling rods. The frame plates are still straight but need a bend at the front to get around tight curves. Some springs/wiper pickups to assist electrical contact and the flywheel are still missing and than we can do trial runs on track.
Notice the small problem with the screws in the back frame spacer, the heads had to be filed as 0.3 mm clearance seems missing, they had better been put slightly further backwards. Still lucky that these are M1 with a smaller head than the front ones with M1.2.

Production of small parts such a buffer beams
Start of the upper half of the loco is with production of the footplate and parts as the buffer beams and the stiffeners below the footplate. The buffer beams are produced from 5x5x0.5 mm L brass angle. These are first brought into rough dimensions of 3.5x1.5 L. Then soldered together on a piece of scrap brass so that they can be easily shaped as a pair and brought into final form. The lengthwise stiffeners were produced from 2x2x0.3 L brass angle using the same technique. This allowed to shape the curves were they connect with the buffer beams integrally. It means a bit of filing but with a large file this is quickly done.

cutting the footplate using a piece sacrificial thin MDF.
The footplate is fretted with a jeweller saw from 0.1 mm hard Nickel Silver sheet. To easily cut this thin material it is stuck with double sided tape to a piece of 2mm MDF. This fixing also allows to solder the buffer beams and stiffeners much easier into position. With these fixed it forms a rigid component that is much easier to handle. After the soldering it can be taken off and cleaned up.

Production of tank formers
The tanks are shaped from thick brass strip 8x4 mm. These are squared and profiled on the milling machine. The wheel cut-outs were made using a 12mm cutter. The light/shadow fall allows to see the shape of these nicely on the right hand tank. The back tank is soldered up from 3 pieces of brass into a U-form. These tank shapes are the inner formers which will be clad with thin 0.12mm brass sheet to give the details such as the flare on the back and the edges along the footplate.

Boiler turned from a suitable piece of brass
The boiler was produced from a hollow section of superfluous brass sanitair hardware with a 6 mm diameter core. This was first bored to 8.0 mm the size of the motor. After that the outside was brought to boiler diameter and cut to length. The hollow front can be filled with lead later.
The cylinder box below the smokebox was milled from a 8x4 section of brass strip and soldered to the boiler. After test fitting the side tanks and boiler were soldered into a single unit. Soldering these heavy brass pieces is best done with a flame, I use a small Proxxon torch nowadays.

The cab and coal bunker on the roof were made from hard NS sheet.
The cab sides were fretted from 0.3 mm NS and soldered together. The windows were drilled in the flat sheet and brought to dimension using a round #4 cut file. Soldering everything square and straight took several attempts. After that the roof was added from 0.1 mm NS. The curve in this flat sheet was rolled using a piece of brass bar on a soft underground in the form a piece of silicone rubber. The opening for the boiler was scribed when fitted on the loco and this was first roughly cut to size using a slitting disc on the minidrill and than fine tuned using a blue rubber grinder. After that the bunker sides on the roof were added also fretted from 0.3 mm NS. Most of the rough work is done now and the detailing can start.

The rims and spectacles are added to the cab.
The edges were aligned with some round filament, these were made from stretched brass wire 0.24 mm along the top of the bunker and slightly thinner annealed PB for the door openings. The spectacles were turned from brass on the lathe and soldered using a suitable piece of schaslick stick to get these centered in the openings.

A test fit with tank overlays for the front tanks, chimney and dome.
The tank overlays are produced from 0.12 mm brass sheet with a line of copper shim along the footplate and a piece of 0.24 mm brass wire along the top edge. After that these were carefully curved and than brought to dimension using the tanks to scribe the outline. The steps on the front of the tank were added as well as the hand rail from steel wire at the door opening. The dome was turned from NS rod and the chimney from brass. The hollow bases were formed using an appropiate size of milling cutter on the milling machine.

Flare forming with thin sheet of brass and copper shim lamination using a shaped block of wood as outer former and the back tank as inner former. The copper can be pressed into form using rounded tool to stretch the corners.

View from the back with the overlay and flare for the bunker.
A view from the back end showing the overlay for the back tank and bunker. The flare was formed using a strip of 0.15 mm copper sheet that was solderd to the main overlay. Than a former was produced from a block of wood with an opening that just fitted the tank from which the top sides were rounded with a file. Using a round nosed tool the copper was driven over wooden former. The corners were locally annealed using the resistance soldering unit. The whole lot was than reduced to height by filing and a filament strip added to the top edge. I suppose this could be done a bit neater when some more experience in flare forming is built up, but after a bit more cleaning and filing the glossy reflections will disappear below a layer of paint and than you won't see anything of it.
 click for a larger view.
click for a larger view.The boiler with all its washing plugs is now also soldered to the footplate
The first attempt to drill the 18 holes for the washing plugs resulted in having to turn a new boiler. As this time it was from massive rod the smokebox could be kept massive. This time the holes were hand drilled after setting out using the crosstable of the lathe. I succeeded to get them all more or less on the right spot although if you take a hawks eye view from above they may not line up fully on left and right side of the boiler. They were pre-drilled to about 0.3 mm using a pin point drill made from a hardened steel pin shaped as D-bit and than opened out to 0.8 mm. After that a series of 0.8 mm brass wire pins were put through the boiler and these were soldered with the RSU. The 2 large plugs in the center were turned on the lathe to 1.4 mm diameter with an 0.8 mm pip. After securing the pins were cut to size using fretting saw and files. The interior of the boiler was cleared again for the motor using slitting disc and blue grinding disc.
After that the doors were made and soldered to the side tanks using a bit of shim on the back and than the whole lot was soldered to the footplate using the RSU. Now its time to finish the back and do some work on the front with the smokebox door and details on the footplate.
Detailing the front
 click for a larger view.
click for a larger view.This shows the extracted part of the 3D drawing with the smokebox door fed to the CNC milling generator program.

This is the result
These are 2 versions of the outcome made using different cutters. The top one made with a 0.2mm conic engraver and the lower one with a 0.3 mm straight cutter. Instead of building it up with some 20 pieces of brass such as for the type 81 (G83) and type 64 (P8) this is a single item and only takes 20 minutes to produce and probably less when optimised for speed. The lower one is slightly better defined but the top one can be easily done in metal (when preferred), whereas the lower has a higher risk of breaking your precious cutter when speed is a tad too high.
There is not even a central doorlock to be added as loose component in this version!

smaller details added such as the tank connecting tube, cylinder cover, toolbox, front step and simplified mechanical oiler
A step forward with details at the front of the loco. The chimney is fixed now but looks to be leaning forward here, that will be checked. The other side still waits for its air pump and a steam tube to the injector. The transition between smokebox and cylinder box was filled with milliput as easy way out. The milliput survived the soldering process of the chimney without any problem, this helped shorting the curing time by some 23 hours.

The tank railing and tank filling cover was added and set of buffers mounted
Considerably time has passed by with work done on Splitveld but recently small progress has been made by turning a set of buffers and mounting the tank railing and tank filling covers. The buffers are just my standard tapered version turned on the lathe, I decided to skip the ribs this time, life is already short enough. The railing is mounted using thin brass wire filed to half size and than mounted as a sort of splitpin around the 0.18 mm stainless steel wire for the railing. These splitpins sit in cuts made with a jewellers saw into the NS tank top cover. The wires can still be taken out. Producing these was straightforward and it was surprisingly easy to mount the railings in this way. Probably best to blacken the SS wire before trying to paint.
Ticking off the list then its time to turn some further small items such as the safety valves, whistle, sniffer valve and Westinghouse pump. Mount the tube to the injector, the hand rails on the boiler and follow this with numerous details below footplate.

handrails and pipework on the boiler fitted
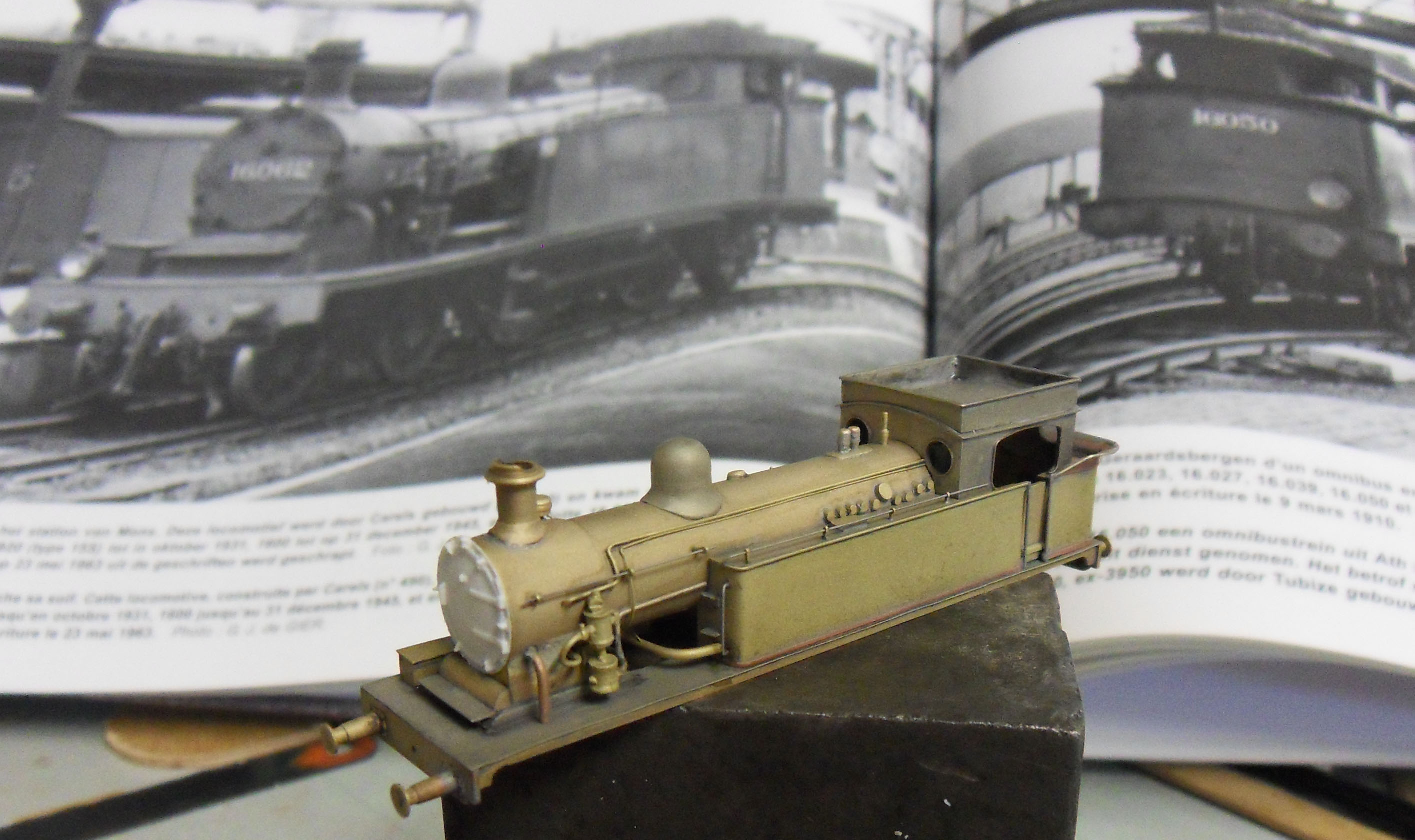
left hand side and the smoke box door temporarily fitted to see how it all comes out. The last photo of this sweet sixteen without cloths, she now carries primer and will get her new green dress soon.
A bit premature as it would be better to first mount steps etc. but for showing on the coming Ramma expo it will look nicer with its coat and hopefully in running condition.
okt 2015

painted green and black
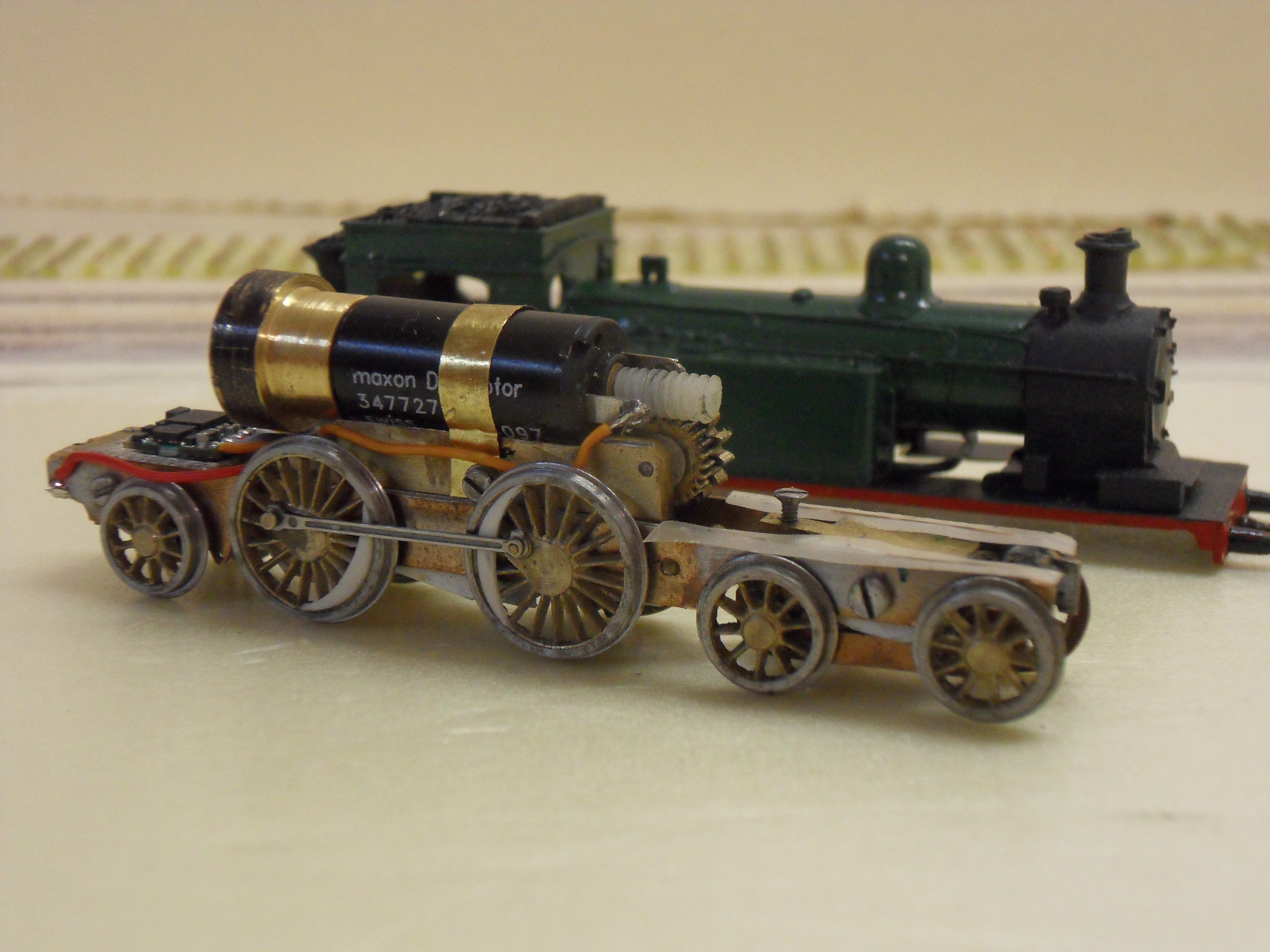
Apart from the more powerful 8 mm Maxon motor instead of a FH it is quite close to original design made in 2009 that can be seen at the top of this page.
Test runs show that some minor work has to be done for good running as I don't built perfect track. In hollow curves the loco stands on bogie and carrying wheel with the main driving wheels slipping. A tiny bit of upward vertical play on the carrying axle will release the full load on the main drivers. The current range of decoders is much smaller than imagined in design phase, the thing cannot even be seen when looking into the cab, thus maybe a sound version is even an option for playing around. Don't think that building such a loco takes 6 years modelling time as between design and actual start of building already lay 3 years and in the following 3 years after start lots of other projects have passed such as an entire rebuilt of Splitveld Fabriek and several new modules. As dedicated project in a continuous action several weeks of modelling could have sufficed if only...
This model was stolen on exhibiting in Houten, Netherlands!
, still unfinished with respect to all frame details and painting.

date:25 april 2009
extended: 3 jan 2013
extended: 1 apr 2013
extended: 14 apr 2013
extended: 20 apr 2013
extended: 22 jul 2013
extended: 13 jan 2014
extended: 16 jun 2014
extended: 13 oct 2014
extended: 29 aug 2015
